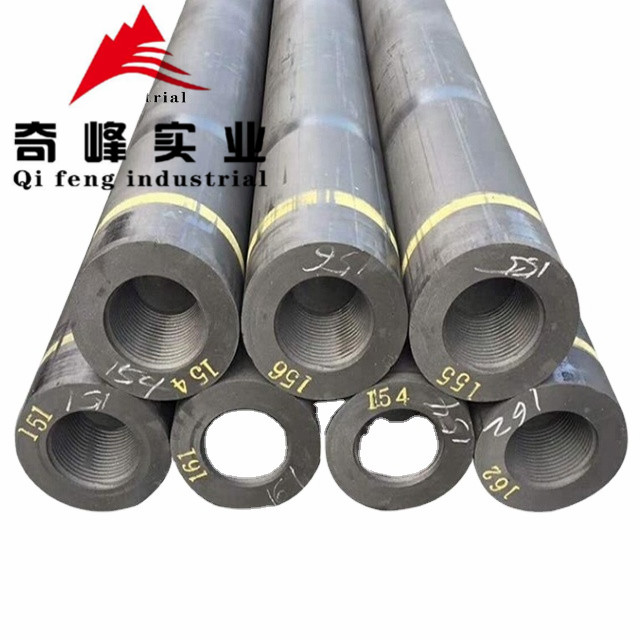
ເອເລັກໂຕຣດກຣາໄຟດ UHP300-600 ໃຊ້ໃນການຜະລິດເຫຼັກກ້າ ແລະ ໂຮງງານຫຼອມອາລູມີນຽມ


ລາຍລະອຽດດ່ວນ:
ສະຖານທີ່ຕົ້ນກຳເນີດ: ເຫີເປ, ຈີນ (ແຜ່ນດິນໃຫຍ່)
ຊື່ຍີ່ຫໍ້: ຄວອຟ
ປະເພດບລັອກເອເລັກໂຕຣດ
ແອັບພລິເຄຊັນການຜະລິດເຫຼັກກ້າ/ການຫຼອມເຫຼັກກ້າ
ຄວາມຍາວ: 1600~2800 ມມ
ຊັ້ນຮຽນ: ຢູເອັຈພີ
ຄວາມຕ້ານທານ (μΩ.ມ): 4.8-5.8
ຄວາມໜາແໜ້ນທີ່ປາກົດ (g/cm2)³ ): 1.68-1.74
ການຂະຫຍາຍຕົວທາງຄວາມຮ້ອນ (100-600℃) x 10-6/℃1.1-1.4
ຄວາມແຂງແຮງຂອງການບິດ (Mpa): 10-14
ຂີ້ເທົ່າສູງສຸດ 0.3%
ປະເພດຫົວນົມ3TPI/4TPI/4TPIL
ວັດຖຸດິບໂຄກນ້ຳມັນເຂັມ
ຄວາມເໜືອກວ່າອັດຕາການບໍລິໂພກຕໍ່າ
ສີສີດຳສີເທົາ
ເສັ້ນຜ່າສູນກາງ:300-600 ມມ
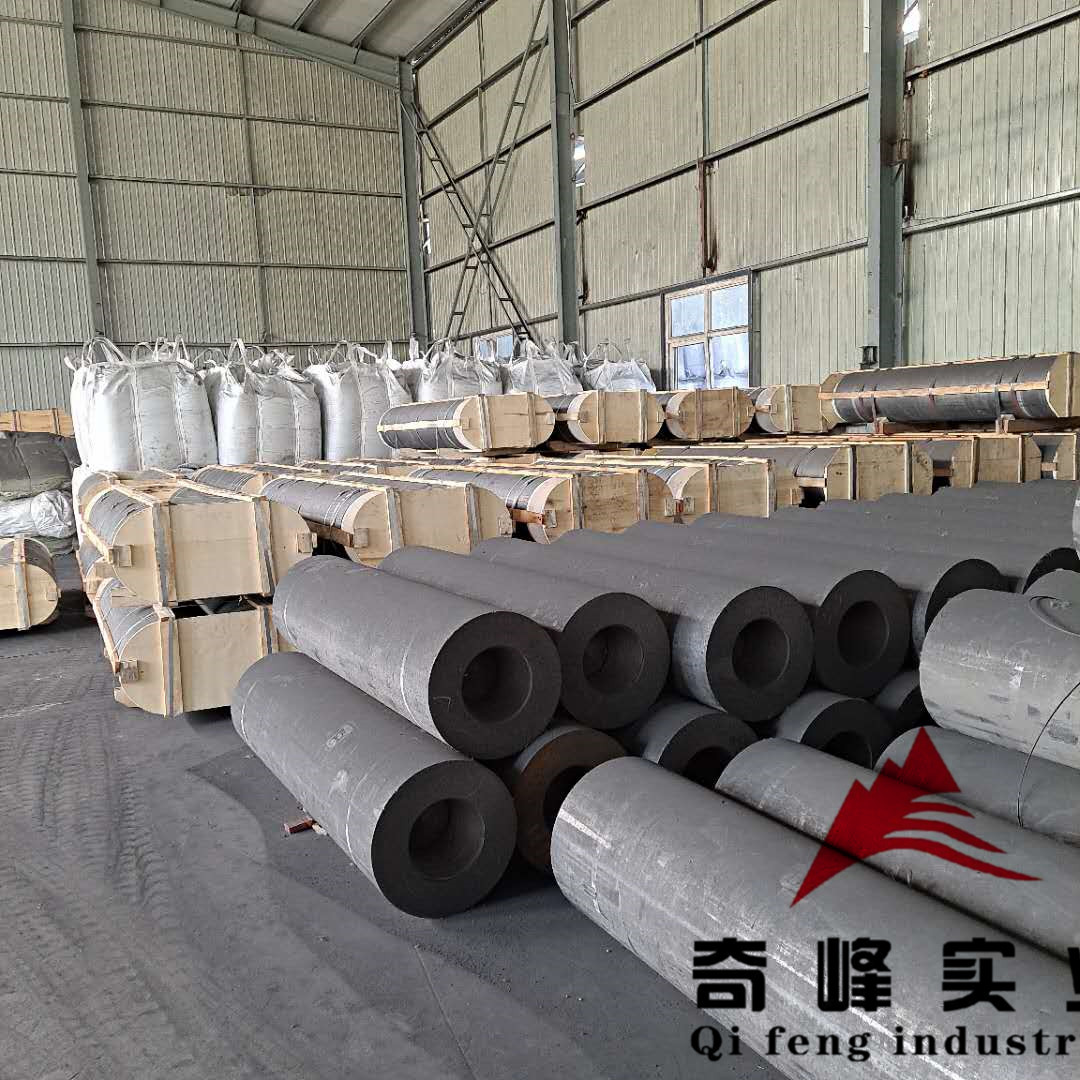
ຄວາມສາມາດໃນການສະໜອງ

3000 ໂຕນ/ໂຕນຕໍ່ເດືອນ
ການຫຸ້ມຫໍ່ ແລະ ການຈັດສົ່ງ
ລາຍລະອຽດການຫຸ້ມຫໍ່:
ພາເລັດໄມ້ມາດຕະຖານ ຫຼື ຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ.
ທ່າເຮືອທ່າເຮືອທຽນຈິນ
ຂໍ້ໄດ້ປຽບ
(1) ຂໍ້ດີຂອງຂົ້ວໄຟຟ້າແກຣໄຟແມ່ນການປຸງແຕ່ງທີ່ງ່າຍກວ່າ, ອັດຕາການກຳຈັດກະແສໄຟຟ້າສູງ, ການສູນເສຍແກຣໄຟມີໜ້ອຍ, ດັ່ງນັ້ນ, ລູກຄ້າເຄື່ອງປະກາຍໄຟບາງກຸ່ມຈຶ່ງໄດ້ຍົກເລີກຂົ້ວໄຟຟ້າທອງແດງ ແລະ ແທນຂົ້ວໄຟຟ້າແກຣໄຟ. ນອກຈາກນັ້ນ, ບາງຮູບຮ່າງພິເສດຂອງຂົ້ວໄຟຟ້າບໍ່ສາມາດເຮັດດ້ວຍທອງແດງໄດ້, ແຕ່ແກຣໄຟງ່າຍຕໍ່ການປັ້ນ, ແລະຂົ້ວໄຟຟ້າທອງແດງມີນ້ຳໜັກ, ບໍ່ເໝາະສົມສຳລັບການປຸງແຕ່ງຂົ້ວໄຟຟ້າຂະໜາດໃຫຍ່, ປັດໄຈເຫຼົ່ານີ້ໄດ້ເຮັດໃຫ້ລູກຄ້າເຄື່ອງປະກາຍໄຟບາງກຸ່ມນຳໃຊ້ຂົ້ວໄຟຟ້າແກຣໄຟ.
(2) ຂົ້ວໄຟຟ້າແກຣໄຟດ໌ງ່າຍຕໍ່ການປຸງແຕ່ງ, ແລະຄວາມໄວໃນການປະມວນຜົນແມ່ນໄວກວ່າຂົ້ວໄຟຟ້າທອງແດງຢ່າງຈະແຈ້ງ. ຕົວຢ່າງ, ແກຣໄຟດ໌ຖືກປຸງແຕ່ງໂດຍຂະບວນການບົດ, ເຊິ່ງໄວກວ່າໂລຫະອື່ນໆ 2-3 ເທົ່າ ແລະບໍ່ຕ້ອງການການປຸງແຕ່ງດ້ວຍຕົນເອງເພີ່ມເຕີມ, ໃນຂະນະທີ່ຂົ້ວໄຟຟ້າທອງແດງຕ້ອງການການບົດດ້ວຍຕົນເອງ. ເຊັ່ນດຽວກັນ, ຖ້າທ່ານໃຊ້ສູນປະມວນຜົນແກຣໄຟດ໌ຄວາມໄວສູງເພື່ອເຮັດຂົ້ວໄຟຟ້າ, ມັນຈະໄວ ແລະມີປະສິດທິພາບຫຼາຍຂຶ້ນ, ແລະຈະບໍ່ມີບັນຫາຝຸ່ນ. ໃນຂະບວນການເຫຼົ່ານີ້, ການເລືອກເຄື່ອງມືຄວາມແຂງ ແລະ ແກຣໄຟດ໌ທີ່ເໝາະສົມສາມາດຫຼຸດຜ່ອນການສວມໃສ່ເຄື່ອງມື ແລະ ຄວາມເສຍຫາຍຂອງຂົ້ວໄຟຟ້າທອງແດງ. ເມື່ອປຽບທຽບເວລາການບົດລະຫວ່າງຂົ້ວໄຟຟ້າແກຣໄຟດ໌ ແລະ ຂົ້ວໄຟຟ້າທອງແດງ, ຂົ້ວໄຟຟ້າແກຣໄຟດ໌ໄວກວ່າຂົ້ວໄຟຟ້າທອງແດງ 67%. ໃນການເຄື່ອງຈັກປ່ອຍພາຍໃຕ້ເງື່ອນໄຂທົ່ວໄປ, ເວລາປະມວນຜົນດ້ວຍຂົ້ວໄຟຟ້າແກຣໄຟດ໌ໄວກວ່າຂົ້ວໄຟຟ້າທອງແດງ 58%. ດັ່ງນັ້ນ, ເວລາປະມວນຜົນຈຶ່ງຫຼຸດລົງຢ່າງຫຼວງຫຼາຍ ແລະ ຕົ້ນທຶນການຜະລິດກໍ່ຫຼຸດລົງ.
(3) ການອອກແບບຂອງຂົ້ວໄຟຟ້າແກຣໄຟທ໌ແຕກຕ່າງຈາກຂົ້ວໄຟຟ້າທອງແດງແບບດັ້ງເດີມ. ໂຮງງານຜະລິດແມ່ພິມຫຼາຍແຫ່ງມັກຈະມີປະລິມານສະຫງວນທີ່ແຕກຕ່າງກັນໃນດ້ານການປຸງແຕ່ງຫຍາບ ແລະ ການສຳເລັດຮູບຂອງຂົ້ວໄຟຟ້າທອງແດງ, ແລະ ຂົ້ວໄຟຟ້າແກຣໄຟທ໌ຖືກນຳໃຊ້ໃນປະລິມານສະຫງວນເກືອບເທົ່າກັນ, ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນເວລາໃນການປະມວນຜົນ CAD/CAM ແລະ ເຄື່ອງຈັກ, ດ້ວຍເຫດຜົນນີ້ຢ່າງດຽວ, ມັນພຽງພໍທີ່ຈະປັບປຸງຄວາມແມ່ນຍໍາຂອງຊ່ອງແມ່ພິມໄດ້ຢ່າງຫຼວງຫຼາຍ.